How Magnetic Particle Testing Works: Basic Principles
To understand how MT works, it’s helpful to be familiar with the principles of magnetism. Magnets attract or repel one another, and they attract some metals but not all. Magnets come in all shapes and sizes with varying degrees of power; even the Earth is a huge spherical magnet.
In the MT method, a magnetic field is introduced into the part being inspected. Technicians use various equipment such as yokes, coils, or prods to magnetize the material. The magnetic field can be applied using either alternating current (AC) or direct current (DC), depending on the inspection requirements.
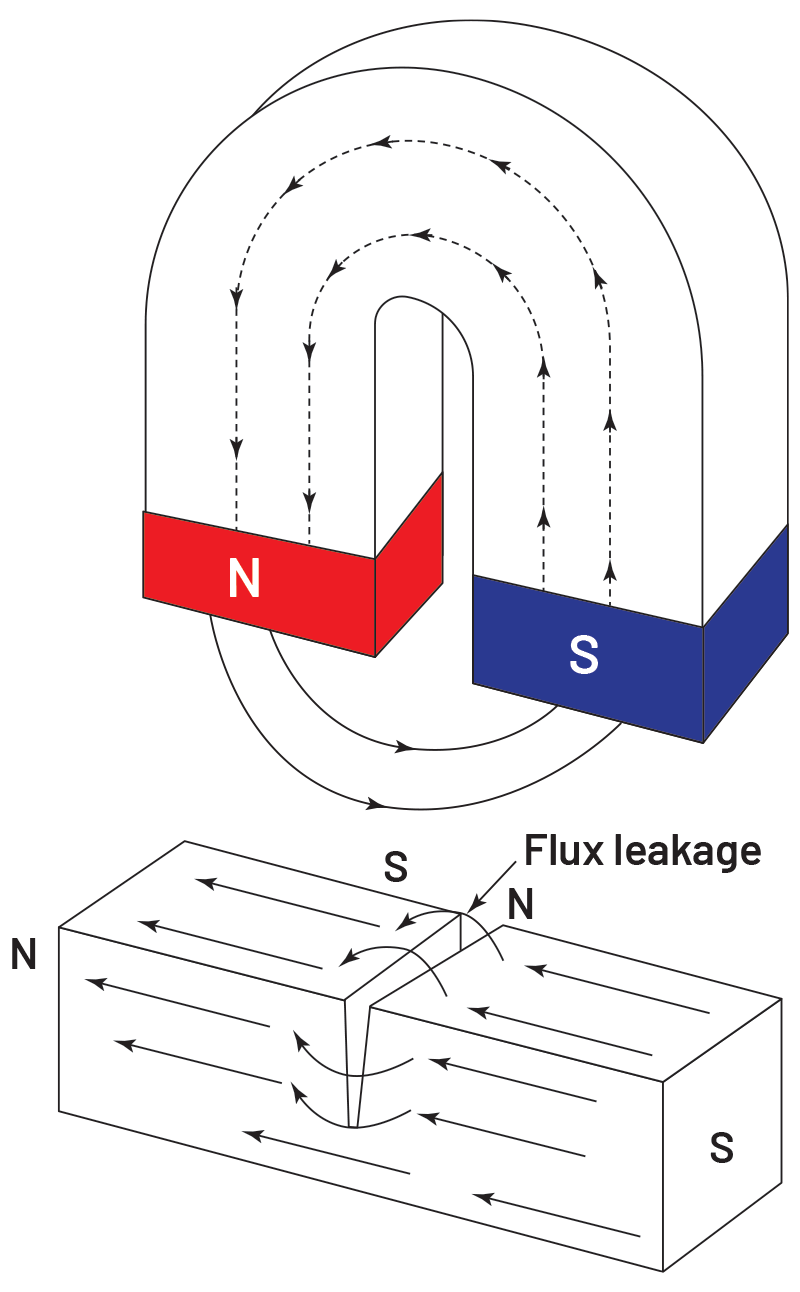
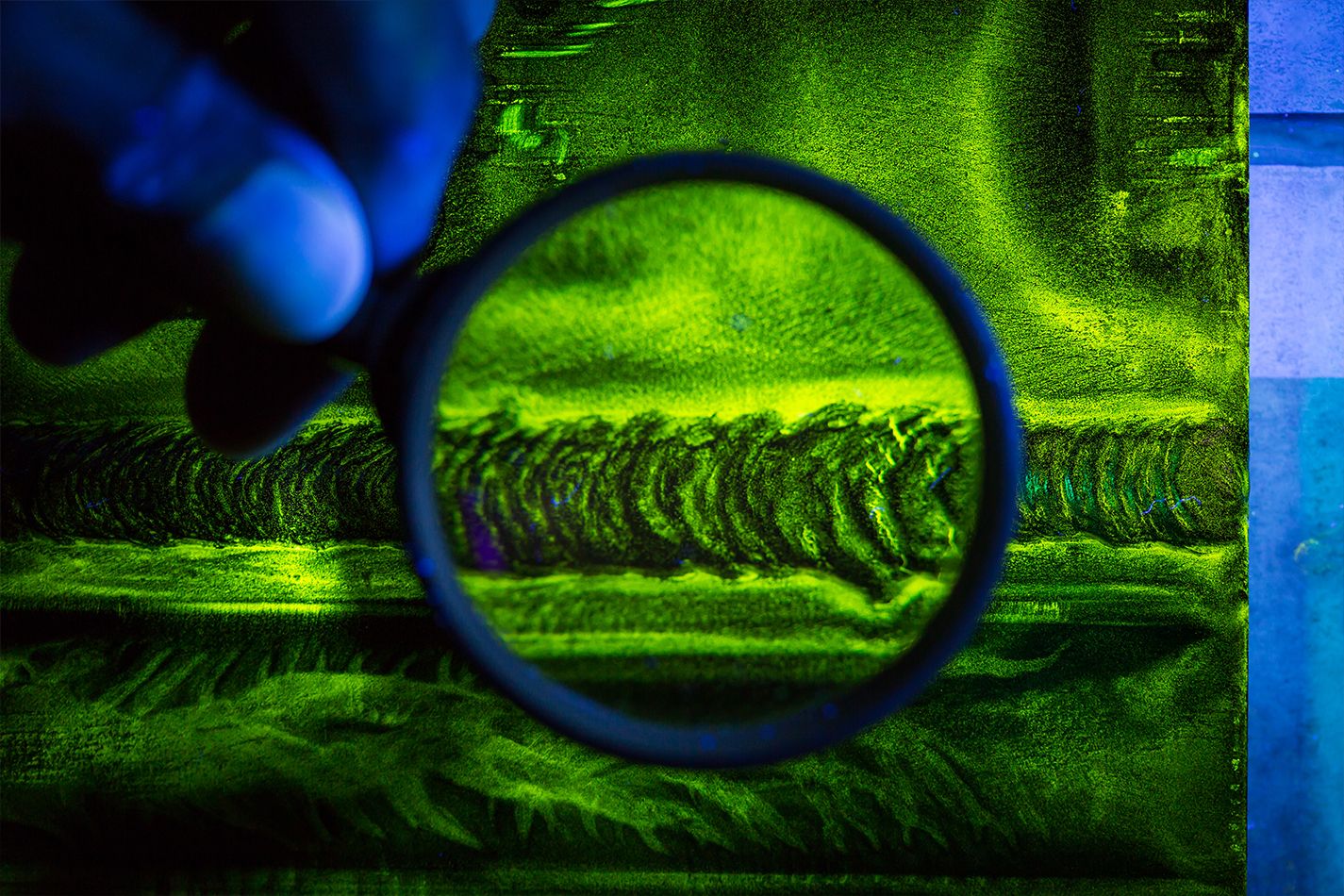
Once the part is magnetized, ferromagnetic particles (either dry powder or suspended in a liquid) are applied to the surface. These particles are attracted to areas where the magnetic field is disrupted by discontinuities, such as cracks or voids, forming visible indications.
By analyzing these indications, qualified technicians can identify the location and size of surface and near-surface discontinuities.