)
Steps in the Visual Testing Process
1
Surface Preparation
Clean the surface to remove any contaminants that could obscure defects.
2
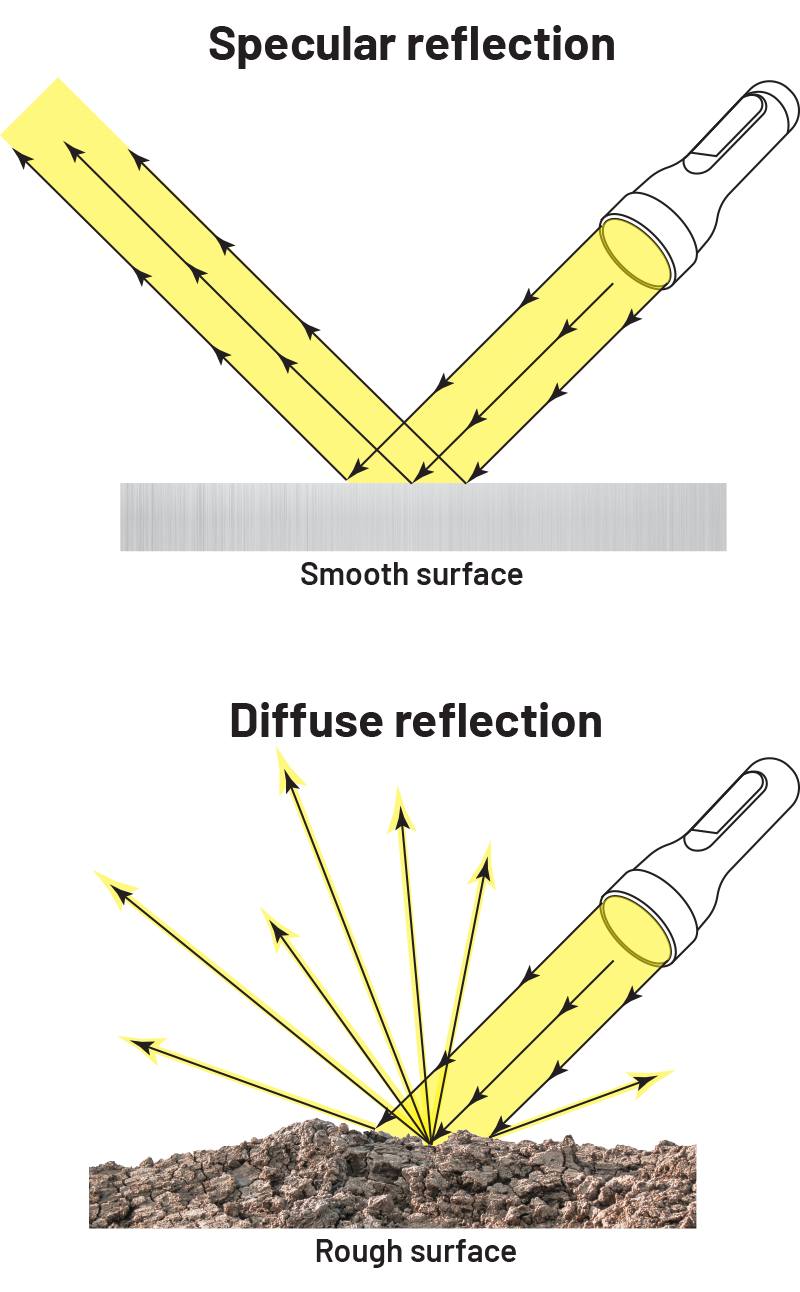
Inspection
Use appropriate lighting and optical aids to examine the surface.
3
Evaluation
Identify and assess any discontinuities based on established criteria.
4
Reporting
Document the findings, including any discrepancies or defects identified.



)